簡単に作る方法をいろいろ考えましたが、結局自分が納得できる(結構面倒な)作り方になってしまいました。
製作にあたっては強度と重量のバランスに気を遣いました(強度を高めようとすれば重くなり、軽くしようとすれば強度が低下します)。鋼材などは主に地元の業者さんから購入し、部品などは主にネットやホームセンターで購入しました。

図2 完成イメージ図
6.基台と下レールづくり
最初に昇降機構の基台部を製作しました。この部分は特に強度に重点を置く必要があること、また下部は重い方が車体全体が安定することから、しっかりと作ることにしました。運搬車の走行系のギヤボックスや駆動Vベルト、ワイヤなどが車体中央に通っているので、これらと干渉しないように作り込むのに苦労しました。
昇降機構のベアリングが通るレールにはカラーC鋼を使い、鉄アングルをチャンネル型に組み合わせ、一体化した枠型になるように溶接して作成しました。
また、油圧シリンダの基のピンを固定するための軸受けを作り、基台の中央に三角板を作って固定しました。
運搬車への固定は、元々あったダンプ機構の軸受けも利用し、将来傾き調整ができるように取り付けることにしました。
カラーC鋼 t2.3×75×45×15 鉄アングル t4×40×40、t4×50×50等 油圧シリンダ軸受け 鋼材を組み合わせて溶接しフライス等で加工 油圧シリンダ軸受け固定用三角板 鋼板t4.5 運搬車との固定 軸側:φ19 S45C丸棒、反対側:M12ボルト
7.リンクによる昇降機構づくり
リンクによる昇降機構を3段分製作しました。運搬車の基台までの高さが約0.4mなので、2段ならば約2m、3段ならば約2.7mの地上高が稼げることになります。
リンクアームは角パイプ(t1.6×50×26×長さ1070)を使い、アーム同士の横の接続は丸パイプ20A(t2.8×外形φ27.2×長さ660)を使いました。リンクアームの一方(理論計算[図1]の実線側)はパイプと「日」の字型に組み合わせて溶接し、もう一方(理論計算[図1]の点線側)はアーム単体で使います。

アーム穴開け と 使用した6~27.4mmまでのドリル
角パイプには丸パイプが貫通するため、27.4mmのノスドリルで穴開けを行いました。この太さになると一度で開けることはできませんし、位置精度を出すのも難しいので、あらかじめ6mmのドリルで位置決めを行い、その後4~5本のドリルですこしずつ大きくしていきました。ボール盤はテーブルの高さを変えると位置ズレが起きるので穴開けが完了するまでは高さを変えられません。全てのアームの穴の位置を揃えるため、6mmの穴を開けた平鋼による型を使いました。
全ての丸パイプの端には、M8の雌ねじを切った丸棒を埋め込み溶接しました。組立時にリンクアーム相互をネジで押さえるためです。

左:単独パイプの穴 中:角と丸のパイプを日の字に組み内側で溶接 右:丸パイプ端のねじ穴(M8)

昇降機構の仮組の様子
固定軸の軸受は手元にあった鉄の丸材φ56を使い、27.4mmのドリルで穴を開けて作りました。レールにしっかりと固定できるよう台座部を溶接しネジを立ててあります。

固定軸 上側軸受部

固定軸 下側軸受部(上側と形状は違います)
アームの摺れ防止用にt1.6×φ48mmのワッシャーを、アームの外れ止め用にt4.5×φ48mmのワッシャーを、単独パイプの位置決め用にt4.5×φ48のリングをそれぞれ、鋼板から旋盤で作りました。なお、単独パイプの位置決めリングは溶接固定しました。

アーム外れ止めワッシャ アーム摺れ防止ワッシャ(塗装後のもの)
アーム用角パイプ t1.6×50×26×長さ1070mm(これは強度不足でした)
アーム間接続用丸パイプ SGP(黒ガス管)20A 2.8t×φ27.2×長さ660mm
丸パイプ埋込用丸棒 丸棒φ22×長さ70mm(業者切断)
アーム固定軸 軸受用 丸材φ56 ほか
ワッシャ用材 鋼板t1.6×55×55(業者切断) 鋼板t4.5×55×55(業者切断)
ベアリング 下スライド用 深溝玉軸受63/28LLU(NTN) 外径φ68内径φ28幅18
上スライド用 深溝玉軸受6304ZZ (NTN)外径φ52内φ径20幅15
8.油圧シリンダと油圧ポンプの取り付け
アームのシリンダーロッド固定部は、t4×40mmアングルをチャンネル型に組み合わせアームに溶接し、中央部にはφ20の軸受けを設けました。ロッド先端はM20のボルトシャフトを軸として使い固定しました。
シリンダの基部は、基台の軸受けにφ20のピンで固定しました。
シリンダの伸び縮みの範囲が、リンク機構の下端から上端までの可動範囲に、有効に働く必要があります。また機構各部と干渉しないように、シリンダの位置合わせには相当時間を掛けました。先に示した完成イメージ図もここでの検討の結果決まりました。
油圧ポンプは、空き空間やホース配管などを考えて位置決めを行い、t9の鋼板を使い基台にしっかりと固定しました。
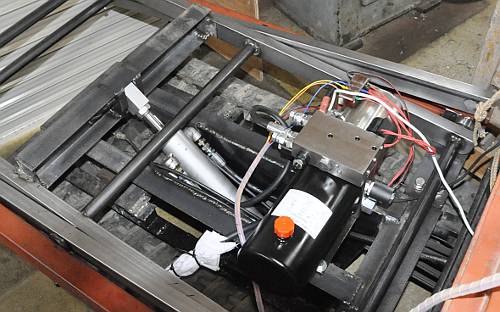
油圧シリンダと油圧ポンプの固定
シリンダロッド接続部用材 鉄アングル4t×40×40、平鋼t12×38×長さ72(業者切断) 等
ボルトシャフト M20六角ボルト半ねじ HXNH-ST3W-M20-115(ミスミ)
油圧ポンプ固定板 鋼板t9
9.作業台と上レールづくり
昇降機構への負荷を減らすために作業台はできる限り軽く作りたかったのですが、リンク機構がねじれに対して割と弱かったため、鉄アングルでしっかりした枠型に作ることになりました。
昇降機構の上レールは下レールより少し小型のカラーC鋼とし作業台へ固定しました。手すりは差し込み保持できるように、受けをボックス形状として穴を開けました

作業台と上レール
乗り板は軽量化のためウレタン塗装のコンパネをサイズに切り、裏側に追加塗装をして簡単に貼りました。
作業台 鉄アングル t4×50×50 t3×40×40 t3×30×30 等 上レール カラーC鋼 t2.3×60×30×10 乗り板 ウレタン塗装コンパネ t12
10.手すりづくり
手すりは電気工事用の電線管(コンジットパイプ)を使って作りました。曲げには電線管用曲げ工具であるパイプベンダを使い、少しづつ曲げて形にしました(パイプベンダは電気工事業者さんより借用)。Π(パイ)型のものは溶接して制作。管の元には付き止め用リングを旋盤で制作して溶接しました。
なお、これら4本の手すりは簡単に引き抜けるようになっています。
手すりパイプ材 電気工事用φ25mm鋼管 E25 付き止め用リング材 鋼板t4.5×55×55

作業台と手すり(塗装後の写真)
関連ページ
高所作業車自作 概要
高所作業車自作 その1 主要材料調達
高所作業車自作 その2 理論計算1
高所作業車自作 その3 製作
高所作業車自作 その4 仮組立とアーム破断
高所作業車自作 その5 塗装と最終組立
高所作業車自作 その6 理論計算2
高所作業車自作 その7 強度計算にチャレンジ